





Basic Info.
Model NO.
PG series
Material
SUS304
Design Pressure
0.5-07MPa
Application
Rubber, Plastic and Diecasting Parts Trimming
Feature
High Efficiency, Precision and Save Labor Cost
Tempeature
-130c-+50c
Transport Package
Wood Carton for Long Distance Sea Transportation
Specification
5KW/6KW/7KW/8KW
Trademark
Frozen Shot
Origin
China
HS Code
8477800000
Production Capacity
40set Per Year
Product Description
CRYOGENIC DEFLASHING MACHINE INTRODUCTION DETAILS
PRODUCT DESCRIPTION
PROCESSING PRINCIPLE
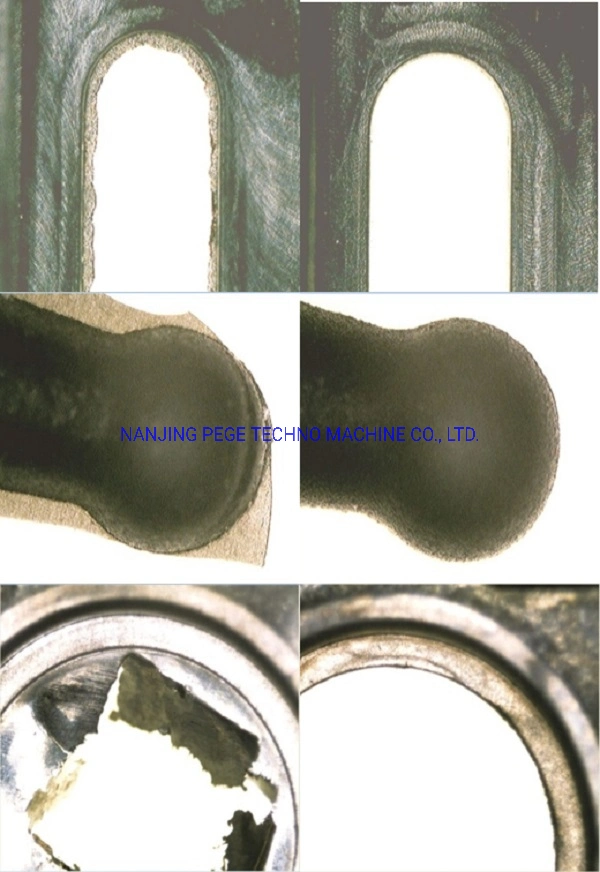
Cryogenic deflashing technology-uses a system whereby rubber or plastic parts are placed in a machine chamber, exposed to extremely cold temperatures (achieved with the use of liquid nitrogen) and then tumbled in barrel and blasted with a polycarbonate media.
Because the burrs/flashes have a much thinner surface area comparing with their mass, burrs/flashes "FREEZE" very quickly and become brittle. The tumbling action-combined with the impact of the media-removes the burrs without damaging the part itself.
After the process is complete, parts are returned to room temperature. Cryogenic deburring leaves a clean part-with no dust or other residue remaining-with 100% burr removal.
Cryogenic deburring and deflashing are ideal for die cast metal parts, complex rubber parts, precision electrometric parts, medical parts and micro electronic parts.
SPECIFICATIONS
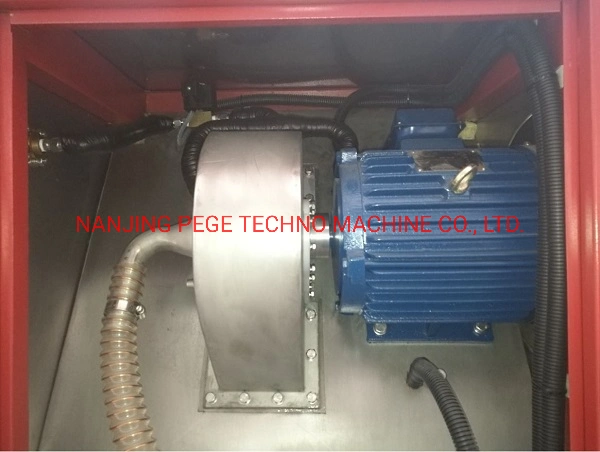
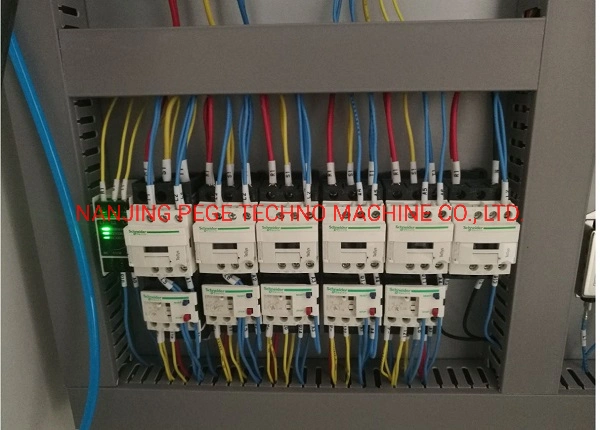
MACHINE INNER COMPONENTS PICTURES

PROCESS RESULT COMPARISON


OPERATION PROCESS

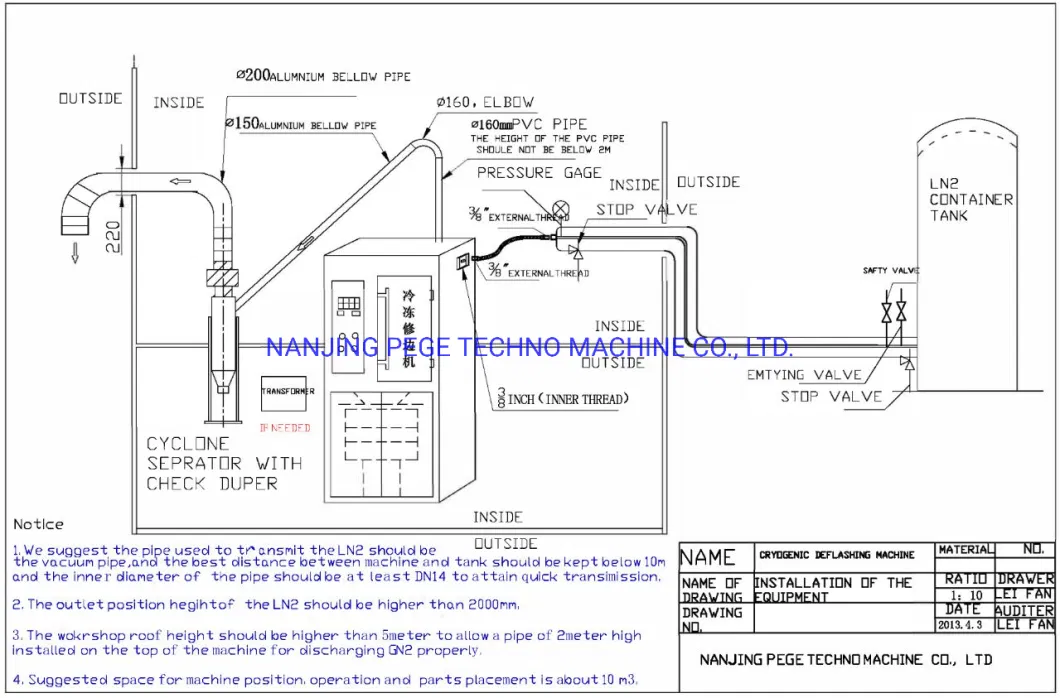
WHOLE SYSTEM DRAWING
APPLICATIONS
A. O rings, irregular rubber parts with different material and sizes.
B. Micro electronic product parts
C. Precision elastomeric parts
D. Precision injection moulding plastic parts
E. R & D part runs
F. Die casting products, like zinc aluminum, magnesium alloy

ADVANTAGES
Cryogenic deflashing provides various advantages over manual deflashing and other traditional deflashing methods.
The process maintains part integrity and critical tolerances.
Since it is a batch process, the price per piece is far less as many more parts can be processed in a given amount of time.
Cryogenic deflashing extends mold life. Rather than replace or repair a mold (which typically involves downtime and high cost), the parts can be deflashed. This is typical of parts molded at the end of their product lifetime.
The process is computer controlled, therefore removing the human operator variable from the process.
The process offers consistent results from lot to lot.
Cryogenic deflashing is non-abrasive.
The cost per part is generally well below any alternative technique.
MACHINES IN OUR CUSTOMER'S FACOTORY



PRODUCT DESCRIPTION
PROCESSING PRINCIPLE
Cryogenic deflashing technology-uses a system whereby rubber or plastic parts are placed in a machine chamber, exposed to extremely cold temperatures (achieved with the use of liquid nitrogen) and then tumbled in barrel and blasted with a polycarbonate media.
Because the burrs/flashes have a much thinner surface area comparing with their mass, burrs/flashes "FREEZE" very quickly and become brittle. The tumbling action-combined with the impact of the media-removes the burrs without damaging the part itself.
After the process is complete, parts are returned to room temperature. Cryogenic deburring leaves a clean part-with no dust or other residue remaining-with 100% burr removal.
Cryogenic deburring and deflashing are ideal for die cast metal parts, complex rubber parts, precision electrometric parts, medical parts and micro electronic parts.
SPECIFICATIONS
| TECHNICAL INFORMATION | ||||
| MODE | PG-60T | PG-80T | PG-100T/120T | PG-150T |
| MACHINE PHOTO | ||||
| SIZE(L*W*H) | 1000*1000*1950MM | 1100*1200*2000MM | 1200*1250*2200MM | 1300*1350*2250MM |
| WEIGHT | 700KG | 850KG | 1000KG | 1500KG |
| POWER | Ac380v 50Hz | Ac380v 50Hz | Ac380v 50Hz | Ac380v 50Hz |
| ELECTRICTY | 6Kw*3Ph | 7Kw*3Ph | 8Kw*3Ph | 9Kw*3Ph |
| TEMPERATURE | -130 - +50ºC | -130 - +50ºC | -130 - +50ºC | -130 - +50ºC |
| PRESSURE | 0.5-0.7Mpa | 0.5-0.7Mpa | 0.5-0.7Mpa | 0.5-0.7Mpa |
| BARRAEL CAPACITY | 60L | 80L | 100L or 120L | 150L |
| EFFECTIVE CAPACITY | 20L | 30L` | 40L` | 50L` |
| WHEEL SPEED | 3000rpm - 7200rpm | 3000rpm - 7000rpm | 3000rpm - 7000rpm | 3000rpm - 7000rpm |
| COOLING MEDIA | Liquid Nitrogen | Liquid Nitrogen | Liquid Nitrogen | Liquid Nitrogen |
| OPETATION MODE | Touch Screen | Touch Screen | Touch Screen | Touch Screen |
| FRAME | SUS304 WITH SOME RED PAINT ON CERTAIN AREA | |||
| WHEEL DIAMETER | AL φ250mm | AL φ300mm | AL φ350mm | AL φ350mm |
| BLASTING SPEED | 105.7m/s | 123.3m/s | 143.3m/s | 143.3m/s |
MACHINE INNER COMPONENTS PICTURES



PROCESS RESULT COMPARISON



OPERATION PROCESS

WHOLE SYSTEM DRAWING

APPLICATIONS
A. O rings, irregular rubber parts with different material and sizes.
B. Micro electronic product parts
C. Precision elastomeric parts
D. Precision injection moulding plastic parts
E. R & D part runs
F. Die casting products, like zinc aluminum, magnesium alloy

ADVANTAGES
Cryogenic deflashing provides various advantages over manual deflashing and other traditional deflashing methods.
The process maintains part integrity and critical tolerances.
Since it is a batch process, the price per piece is far less as many more parts can be processed in a given amount of time.
Cryogenic deflashing extends mold life. Rather than replace or repair a mold (which typically involves downtime and high cost), the parts can be deflashed. This is typical of parts molded at the end of their product lifetime.
The process is computer controlled, therefore removing the human operator variable from the process.
The process offers consistent results from lot to lot.
Cryogenic deflashing is non-abrasive.
The cost per part is generally well below any alternative technique.
MACHINES IN OUR CUSTOMER'S FACOTORY


